INFORMATION
ジャーナルヘッド(偏心軸)の補修【竪型ミルローラー保持用】
補修工程紹介
いつも千代田商事のWebサイト・ブログをご覧いただき、ありがとうございます。千代田商事の齊藤です。前回ご紹介した「鉄めっきを利用した部材の補修・修復方法」に続き、今回は鉄めっきで補修できた"ジャーナルヘッド"の施工事例をご紹介します。
まず、鉄めっき補修のメリットをあらためてご紹介します。
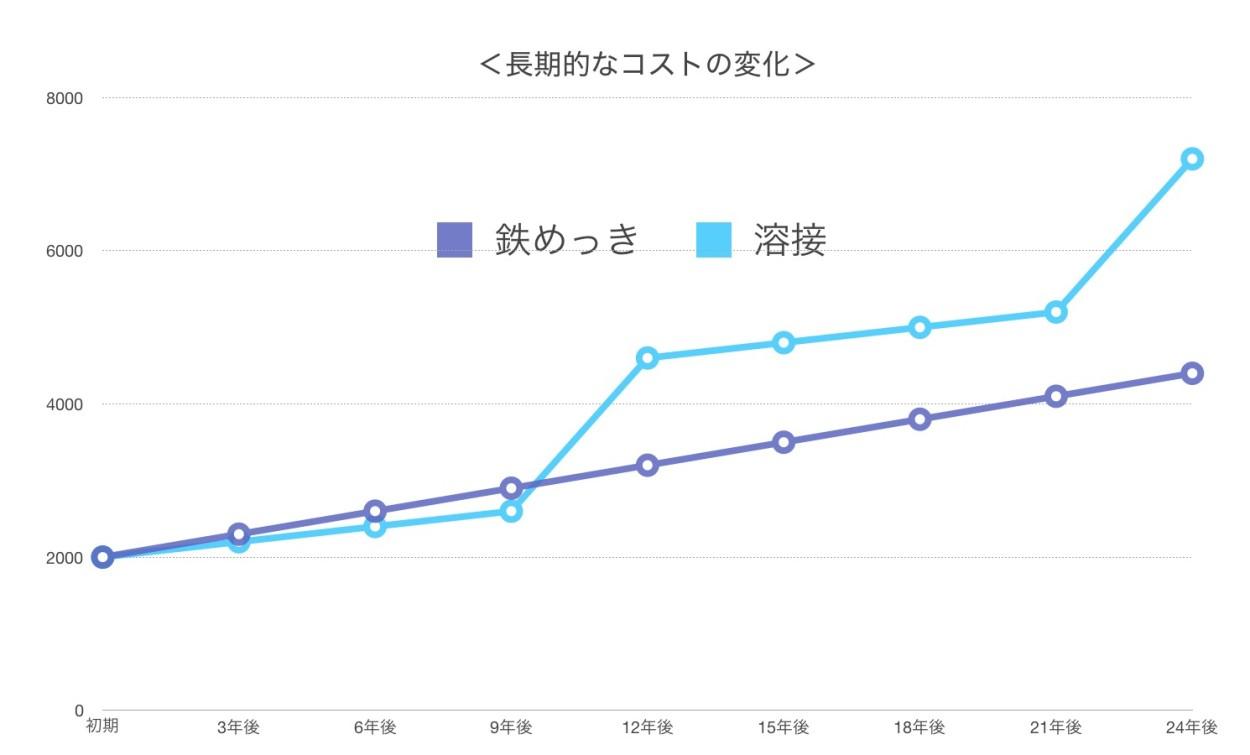
鉄めっきのメリットは、なんども補修(修復)ができること。
その理由は、最高処理温度が低め(100℃ 以下)で母材影響度が少ないため、同じ部材・母材を補修しても劣化が少ないからです。
鉄めっきのメリットは、なんども補修(修復)ができること。
その理由は、最高処理温度が低め(100℃ 以下)で母材影響度が少ないため、同じ部材・母材を補修しても劣化が少ないからです。
参考:他手法との比較
| 鉄めっき | 溶接 | 溶射 | 鉄めっきの特徴 | |
|---|---|---|---|---|
| 母材影響度 | ◎ | × | △ | 最高処理温度80℃ |
| 熱歪み | ◎ | × | △ | 母材への影響なし |
| 熱亀裂 | ◎ | × | △ | 母材への影響なし |
| 防錆効果 | ◎ | × | × | 母材を完全保護(低気孔率) |
| 切削性 | ◎ | × | △ | Hv140~150(ショアHs20前後) |
| 密着度 | ○ | ◎ | △ | 12kg/mm2以上 |
| 費用 | △ | × | ○ | 施工面が大きくなるほど単価減少 |
| 工期 | × | ○ | △ | 析出速度300μ~500μ/日 |
このメリットを活かし、新品購入しか方法がないと思われていた設備を、鉄めっきで補修することが可能です。当社で実績のある補修事例をご紹介します。
ジャーナルヘッド(偏心軸)を鉄めっきで補修した事例


ジャーナルヘッドとは、竪型粉砕ミルのローラーを受けている部品です。
異形状であることが多く、補修しづらいと言われています。その為、補修をあきらめて新品購入するお客様が多いのです。また、摩耗した状態で使い続けると他の設備にも悪影響を与えることから、本来は定期的な補修・メンテナンスが必要な部品です。
ジャーナルヘッドを鉄めっきで補修すると、新品に近い状態に修復できます。また、新品購入よりもコストメリットが大きく、コスト削減を実現できるのです。
異形状であることが多く、補修しづらいと言われています。その為、補修をあきらめて新品購入するお客様が多いのです。また、摩耗した状態で使い続けると他の設備にも悪影響を与えることから、本来は定期的な補修・メンテナンスが必要な部品です。
ジャーナルヘッドを鉄めっきで補修すると、新品に近い状態に修復できます。また、新品購入よりもコストメリットが大きく、コスト削減を実現できるのです。

受け入れ時

クロムめっき剥し後

鉄めっき前加工後

鉄めっき(完成)後

鉄めっき後加工(クロムめっき前)

クロムめっき仕上がり

完成(バフ仕上げ)
補修をあきらめて新品購入していた大型部品でも、鉄めっきを利用することで修復できる可能性はあります。補修と新品購入の判断でお困りのお客様は、千代田商事へお気軽にご相談ください。